異型鎢鋼模具如何加工成型
- 時間:2023-11-07作者:東莞市虎門東巨磨具經營部瀏覽:81
東莞市虎門東巨磨具經營部專注于鉆石砂輪,鉆石磨棒,鉆石切割片等
詞條
詞條說明
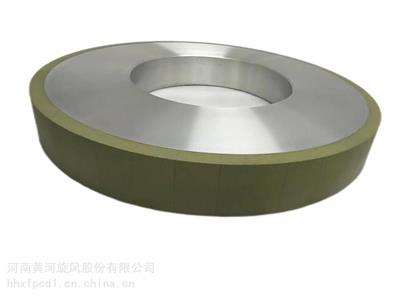
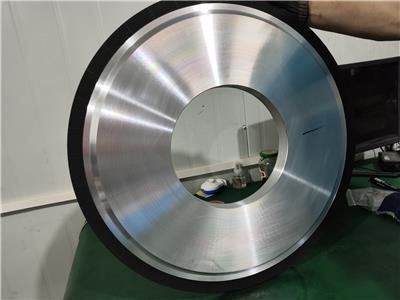
歡迎來到東巨超硬磨具店,我們專注于研磨解決方案并提供定制的研磨工具。今天,我們要談談“軸承行業的三種砂輪”:軸承槽砂輪、陶瓷CBN內圓砂輪和樹脂結合劑CBN平面砂輪。軸承槽砂輪適用于各種軸承滾道的磨削加工。槽型砂輪可用于軸承內圈外槽的磨削和工件的螺紋磨削,可與**同類產品相媲美。具有磨削精度高、效率快的特點。陶瓷CBN內圓磨砂輪不僅用于軸承內輪的內徑和外輪的凹槽的磨削,而且還用于壓縮機內表面和泵體
尖角電鍍砂輪,顧名思義,是一種采用電鍍技術在砂輪表面形成一層堅硬、的鍍層,使其具有硬、的特性。這種砂輪的結構特,通常由基體、粘結劑和鍍層三部分組成。基體是砂輪的骨架,一般采用高速鋼性能材料制成,具有高強度、高剛性和輕量化的特點。粘結劑則起到將基體和鍍層緊密結合的作用,常用的有金屬鎳基。而鍍層則是尖角電鍍砂輪的部分,通過電鍍技術在基體表面形成一層薄、硬度高的金剛石鍍層,具有優異的性和耐腐蝕性。隨著工
品牌:東巨型號:電鍍結合劑材質:金剛石類別:圓柱磨頭規格:20D*120T*180L*15M SDC40P? ? ? ? ? 30D*25T*55L*15M SDC40P? ? ? ? ? 35D*25T*55L*15M SDC40P長度:55mm-180mm磨頭直徑:20mm/30mm/35mm柄
磨頭是一種小型帶柄磨削工具的總稱,平時在電磨機、吊磨機、手電鉆、內圓磨床、CNC機床、精雕機等機械中都有廣泛的應用;而且磨頭的種類有很多,從材質方面區分的話可以有陶瓷磨頭、橡膠磨頭、金剛石磨頭、砂布磨頭、合金磨頭等。它們種類不同,各自的用途也不一樣。 以陶瓷磨頭來說,粒度砂)由陶瓷結合劑燒結而成,所用的粒度砂一般為棕剛玉,白鋼玉,鉻剛玉,碳化硅等;便在*輔以金屬柄,主要用來研磨各種金屬,用以孔
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 東莞市虎門東巨磨具經營部
聯系人: 李國君
電 話: 0769-81558773
手 機: 13332612953
微 信: 13332612953
地 址: 廣東東莞虎門聯隊新村十二巷十號
郵 編:
相關推薦







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 河南黃河旋風股份有限公司
- 聊城泰利金剛石工具有限公司
- 天津市優谷研磨工具有限公司
- 弘元超硬材料(河南)有限公司
- 深圳市恒銳金剛石砂輪技術有限公司
- 合肥雙良數控設備有限公司
- 金華市佳輪研磨工具有限公司
- 河北振興砂輪制造有限責任公司
- 永康市企鵝砂輪廠(普通合伙)
- 商家產品系列
- 產品推薦
- 資訊推薦

¥12800.00

¥1000.00


¥400.00