邯鄲ug數控編程培訓中心
- 時間:2021-04-29作者:河北德瑪科技信息有限公司瀏覽:141
河北德瑪科技信息有限公司專注于石家莊ug數控編程培訓,邢臺ug數控編程培訓,北京ug培訓,石家莊數控編程培訓,衡水ug數控編程培訓,滄州ug數控編程培,石家莊模具培訓,保定ug數控編程培訓,邯鄲ug數控編程培訓等, 歡迎致電 13833466981
詞條
詞條說明
Unigraphics NX 是Siemens PLM Software公司出品的一個產品工程解決方案,是一個交互式CAD/CAM(計算機輔助設計與計算機輔助制造)系統,它功能強大,可以輕松實現各種復雜實體及造型的建構。它在誕生之初主要基于工作站,但隨著PC硬件的發展和個人用戶的迅速增長,在PC上的應用取得了迅猛的增長,已經成為模具行業三維設計的一個主流應用。?UG的開發始于1969年,
加工程序單有什么效果?在加工程序單中應包含什么內容1.加工程序單是數控加工工藝設計的內容之一也是需求操作者恪守、執行的規程是加工程序的具體闡明目的是讓操作者清晰程序的內容、裝夾和定位辦法、各個加工程序所選用的刀具既應留意的問題等。2. 在加工程序單里,應包含,繪圖和編程文件名,工件名稱,裝夾草圖,程序名,每個程序所運用的刀具、切削的最大深度,加工性質(如粗加工仍是精加工),理論加工時刻等。
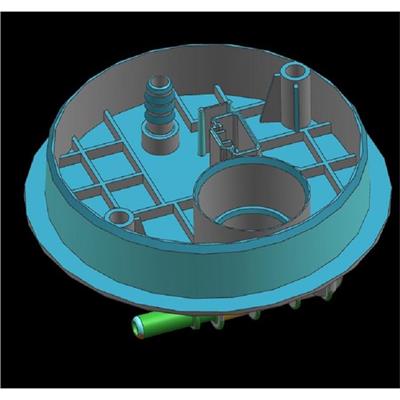
UG數控編程刀路的主要類型和作用在UG加工之前需要對加工的零件進行UG NC助理分析,確定加工零件的拐角,圓角,拔模角度的大小及銑削深度。從而更好地選擇刀具等加工參數。UG無論是二維還是曲面加工,都必須先進行實體建模,通過實體選擇需要加工的實體面。而Mastercam二維加工不需實體建模,而曲面加工則需要實體建模。二維加工區域輪廓刀路主要用于模具中平緩曲面的半精加工或精加工,其刀路的形狀沿著曲面的
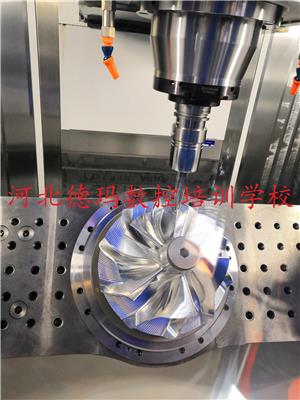
怎么合理挑選加工刀具?切削用量有幾大要素?有幾種資料的刀具?怎么確認刀具的轉速, 切削速度,切削寬度?1. 平面銑削時應選用不重磨硬質合金端銑刀或立銑刀。一般銑削時,盡量選用二次走刀加工,第一次走刀最好用端銑刀粗銑,沿工件外表接連走刀。每次走刀寬度引薦至為刀具直徑的60%--75%。2. 立銑刀和鑲硬質合金刀片的端銑刀首要用于加工凸臺、凹槽和箱口面。3. 球刀、圓刀,(亦稱圓鼻刀),常用于加工曲面
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 河北德瑪科技信息有限公司
聯系人: 李老師
電 話:
手 機: 13833466981
微 信: 13833466981
地 址: 河北石家莊裕華區石家莊裕華區方興路178號
郵 編:
網 址: sjzcnc.cn.b2b168.com
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 河北德瑪科技信息有限公司
聯系人: 李老師
手 機: 13833466981
電 話:
地 址: 河北石家莊裕華區石家莊裕華區方興路178號
郵 編:
網 址: sjzcnc.cn.b2b168.com
- 相關企業
- 上海春申駕駛員教考中心
- 上海童樂幼兒園有限公司
- 渭南縱橫棋道體育文化有限公司
- 山東桐宸管理咨詢有限公司
- 獅鷲國際教育科技(深圳)有限公司
- 合肥皖深科學技術培訓學校
- 上海江戈職業技能培訓有限公司
- 南京青凰文化傳播有限公司
- 無錫優級先科信息技術有限公司
- 上海貝消職業技能培訓有限公司
- 商家產品系列
- DJ培訓
- IT培訓
- IT認證培訓
- 外語培訓
- 網店貨源
- 網絡工程師培訓
- 網絡教育培訓
- 網絡營銷培訓
- 網頁設計培訓
- 武術培訓
- 舞蹈培訓
- 物理家教
- 物流管理培訓
- 物業管理培訓
- 西班牙語培訓
- 策劃師培訓
- 插花培訓
- 成人高考培訓
- 成人教育培訓
- 成人教育培訓機構
- 初中家教
- 樂器培訓
- 理財規劃師培訓
- 導游培訓
- 德語培訓
- 電腦維修培訓
- 電子商務培訓
- 動畫設計培訓
- 俄語培訓
- 美容美發培訓
- 產品推薦
- 資訊推薦